

曲阜鲁澳铝业有限公司13954739729 始建于1987年,位于孔子故里——山东省曲阜市。公司是一家以经营机械配件生产加工为主的生产加工型企业,与十几家机械制造厂家配套生产,在公司客户的大力支持和信任下,经过多年的努力和拼搏,现已发展为:模具制造、低压浇铸、压铸、机械加工为一体的综合性企业。


本公司http://www.luaolvye.com/拥有多年生产经验和雄厚的技术力量。受到广大企业、用户的一致好评,畅销全国各省市,并与多家企业合作出口,坚持“质量铸就品牌”的企业宗旨,致力于提升企业核心竞争力,秉承“诚信、共赢”的经营理念,追求可持续发展,打造强势品牌。
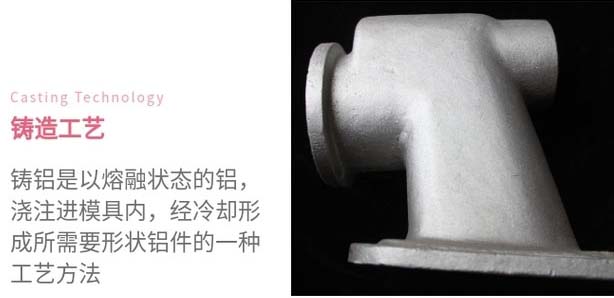
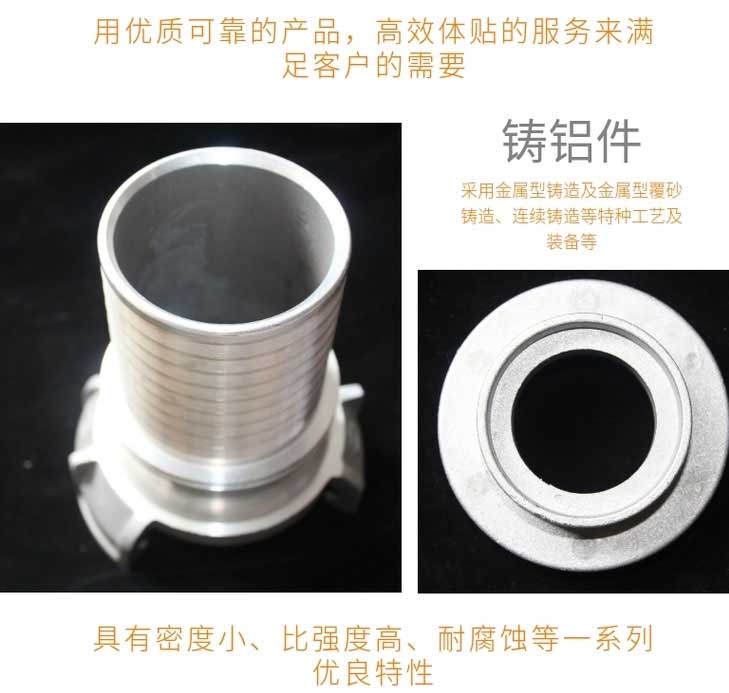
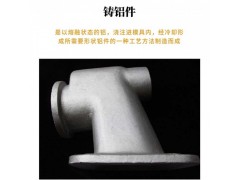
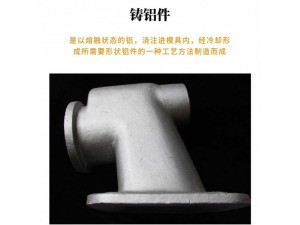
铝合金壳体加工零件是一个薄壁的铝合金零件,零件的主要特点就是薄壁,由于是铝合金件,其强度差,加工时容易变形,要 加工合格的零件,加工过程中编制好工艺路线,做好准确的装夹与定位,就至关重要,同时要控制由于切削对零件产生的变形。工艺分析:考虑到此零件的内、外形均为圆环形状,其主要的加工方法为数车工序完成,数车工序为分别加工内、外形2个步骤。这里就要考虑加工完 工序后,在进行 工序加工时的装夹与定位问题。既要能准确装夹与定位,又要使 工序的加工操作方便。
在经过多次的工艺路线分析及相配合的夹具结构设计之后,确定了先加工内型面,并在其端面上制出装夹定位的位置,然后进行外面的加工。通过零件加工的分析,若要保证零件加工后内、外形面的轴度。就要确保零件在 工序加工时,装夹后其轴线与车床旋转轴线保持一致。从辅助夹具的制作,到零件的装夹。可以看出,只要夹具制作完后,就不能松动夹具,此时装夹的零件和车床主轴的中心线才是 一致的。也就是说,每加工一批次的零件,在零件加工到此工序时,就要配制一个夹具,这样才能保证零件加工后其内。外形面同轴度的要求。
应上述的工艺方法,对一个批次为100件的零件进行加工,其加工过程还很顺利的,零件尺寸及同轴度都能满足图纸要求。超过100件的零件,便会因辅助夹具定位面磨损而影响产品的质量,此时 好是要重制辅助夹具。由此零件的加工可以看出,只要找到零件的加工规律,再根据被加工零件的特点,就可以选择 的加工方法来保证其技术条件的要求。在精加工前安排一道基准精加工,消除工件定位的圆度,保证定位尺寸的一致性及精度,使壳体零件与夹具定位间隙 小,达到保证形位公差要求的目的。
网页信息代发http://www.b2bxc.com/










